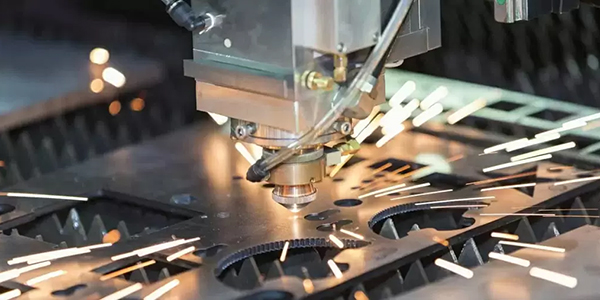
Háhraða leysiskurður
Við sérhæfum okkur í leysiskurði og slitþolnum efnum, brynjum og hástyrktum lágblönduðum efnum. Hægt er að vinna úr efnum eins og Hardox (flestir þykktir eru til á lager), Weldox, Abrazo, Armox og Invar & Abro allt að 25 mm þykkt.
Við höfum takmarkað magn af þessu efni til að auðvelda hraða afgreiðslu. Við höfum úrval af Domex og Hardox efni á lager og vinnum úr þessu efni reglulega.
Vinsamlegast hringið til að fá frekari upplýsingar og núverandi lagerstöðu.
Vatnsþrýstiskurður
Vatnsþrýstiskurðarkerfið okkar notar vatn við 50.000 psi þrýsting og slípiefni úr granati til að skera nánast hvaða efni sem er, þar á meðal títan! Dælubúnaðurinn veitir 150 hestöfl, sem gerir enn betri afköst á þykkari efnum. Sumir af kostum vatnsþrýstiskurðar eru meðal annars: Yfirburða lögun og skurðarhæfni. Sker efni sem aðrar aðferðir geta ekki, svo sem froðugúmmí, keramikflísar, marmara og gler. Tekur á við fjölbreytt efni með auðveldum hætti. ± 0,005" staðsetningarnákvæmni. Útrýmir forborun á inntaksgötum. Minna vinnuafl en aðrar aðferðir. Getur skorið mjög þykk efni (Við höfum skorið 8" þykkan kopar!).

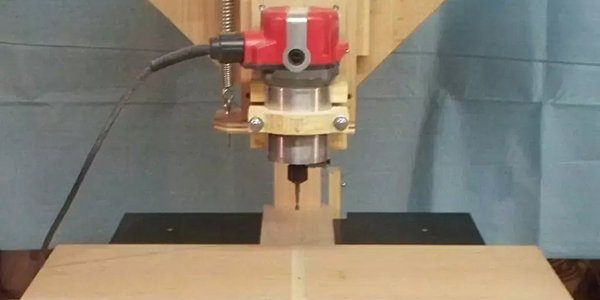
Lóðrétt leiðari
Sker allt að 3.150 tommur á mínútu í sambandssvæðum.
• Fljótlegasta leiðin til að vinna úr áli, SS, CS og stálblendi.
72" x 144" borð með 84" x 140" vinnuumslagi og 15" z-ás hreyfingu.
• Getur unnið þykk efni og hluti allt að 6' x 12'.
Flóðkælikerfi fyrir efni sem erfitt er að vinna úr
• Leyfir hærri hraða og fóðrunarhraða, eykur endingartíma verkfæra og lækkar hlutakostnað.
• Getur unnið úr ryðfríu stáli og títaníum.
20 hestafla, HSK 63A vökvakældur spindill með kælingu í gegnum verkfærið og innbyggðum kraftmiklum verkfæraskipti.
• Háþróað verkfærahaldskerfi.
• Kæling í gegnum verkfærið þýðir hraðari djúpborunaraðgerðir.
• 12 verkfærastöðvar gera kleift að vinna nánast hvaða verk sem er án þess að þurfa að endurnýja verkfærin.
40 hestafla háflæðis lofttæmisdæla.
• Mjög aukið lofttæmi hjálpar til við að halda þykkum plötum eða mörgum smáum hlutum á sínum stað.
± 0,0004" (0,01 mm) einátta endurtekningarnákvæmni og ± 0,0025" hringlaga nákvæmni.
• Mjög nákvæmir frágangir á hlutum.
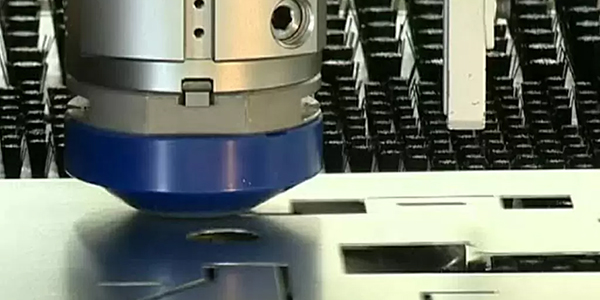
Háskerpu plasmaskurður
Plasmaskurður hefur lengi verið talinn ódýrari valkostur við súrefniseldsneyti og leysisskurð þar sem skurðarhornið skipti ekki máli. Nýlegar framfarir í plasmaskurðarferlum með mikilli nákvæmni/háskerpu hafa bætt gæði og getu plasmaskurðar verulega, sem gerir hana að fjölhæfari og nákvæmari valkosti en nokkru sinni fyrr.

Hentugleiki umsóknar
Plasmaskurður hentar fyrir ýmis efni, sérstaklega mjúkt stál og ryðfrítt stál, og gefur framúrskarandi áferð á brúnirnar.
Úrbætur á stjórnkerfunum þýða nú að hægt er að ná sem bestum skurðarafköstum fyrir fjölbreytt efni og þykkt frá 1 mm til 50 mm í mjúku stáli (fer eftir afli plasmatækisins).
Færibreytur sem tengjast skurði á fjölbreyttum efnum og þykktum, svo sem skurðarhraða, gastegundum og gasþrýstingi, geta nú verið stjórnaðar sjálfkrafa með búnaðinum, sem tryggir stöðugt háa skurðgæði. Notendur hafa nú sannarlega hagkvæman valkost við aðrar skurðaraðferðir.
CNC kýlingar
CNC gata plötusmíði með CNC gataverkfærum og CNC gatapressum. Tölvustýrð gata (CNC) er framleiðsluferli sem framkvæmt er með CNC gatapressum. Þessar vélar geta verið annað hvort með einum haus og verkfærateinum (Trumpf) eða með mörgum verkfæraturnum. Vélin er í grundvallaratriðum forrituð til að færa málmplötu í x- og y-átt til að staðsetja plötuna nákvæmlega undir gatapressu vélarinnar, tilbúin til að gata.
Vinnslusvið flestra CNC gatapressa er 0,5 mm til 6,0 mm þykkt í ýmsum efnum, þar á meðal stáli, Zintec, galvaniseruðu, ryðfríu stáli og áli. Valið á götun getur verið eins einfalt og hringur eða rétthyrningur, allt upp í sérstakar form sem henta tiltekinni útskurðarhönnun. Með því að nota blöndu af einföldum höggum og skörunarrúmfræði er hægt að framleiða flókin form á plötum. Vélin getur einnig gatað þrívíddarform eins og dældir, taptite® skrúfganga og rafmagnsútsláttar o.s.frv. á hvorri hlið plötunnar, sem eru oft notuð í hönnun plötuumgjarða. Sumar nútímavélar kunna að hafa getu til að slá inn þræði, brjóta litla flipa, gata klipptar brúnir án þess að merkja verkfæri, sem gerir vélina mjög afkastamikla innan íhlutahringrásartímans. Leiðbeiningarnar um að keyra vélina til að búa til æskilega íhlutarúmfræði eru þekktar sem CNC forrit.